



















Популярные разделы














Блог

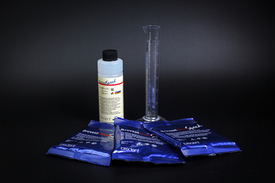
Набор для обработки, зашлифовки и полировки керамо наполненного композита Креа Лайн (Crea Lign) bredent. Кроме полировочных паст полезно иметь и очиститель поверхности (Surface Cleaner) bredent. С его помощью ингибиторный слой удаляется мгновенно и поверхность остаётся чистой и обезжиренной. Все компоненты набора доступны к продаже отдельно.
13.03.2024
На конечное качество литья может повлиять и порядок хранения паковочной массы. Температура хранения паковки не должна превышать 15 градусов. А в помещении не должно быть влажно. После покупки паковочной массы её лучше выдержать минимум 4 недели, чтобы стабилизировать все фракции материала. Температура хранения впрямую влияет на рабочее время (замешивание, пакование) паковочной массы. Материал подготовлен по книге «bredent- техника литья по Сабату».
13.03.2024
Наши плюсы
Гарантия лучшей цены
Нашли дешевле? Снизим цену!
Гарантия качества
Покупая у нас вы можете быть уверены, что приобретаете оригинальную продукцию произведённую в Германии.

Официальный представитель
Мы являемся эксклюзивным официальным партнёром Bredent group GmbH в России уже более 20 лет.

